Our Story
DOING THINGS OUR OWN WAY SINCE 1798


Highland Park was founded as a side-hustle, by Magnus “Mansie” Eunson, a local church beadle and part-time whisky smuggler, who, after years of hiding bottles under his pulpit, obtained his first whisky making license in 1798. Over 200 years later, we’re still following Mansie’s lead and making whisky to our own rules, maintaining and reimagining craft traditions that have been left behind on the mainland, while embracing and celebrating the unique, subtly smoky flavour of his secret ingredient: Orkney heathered peat.

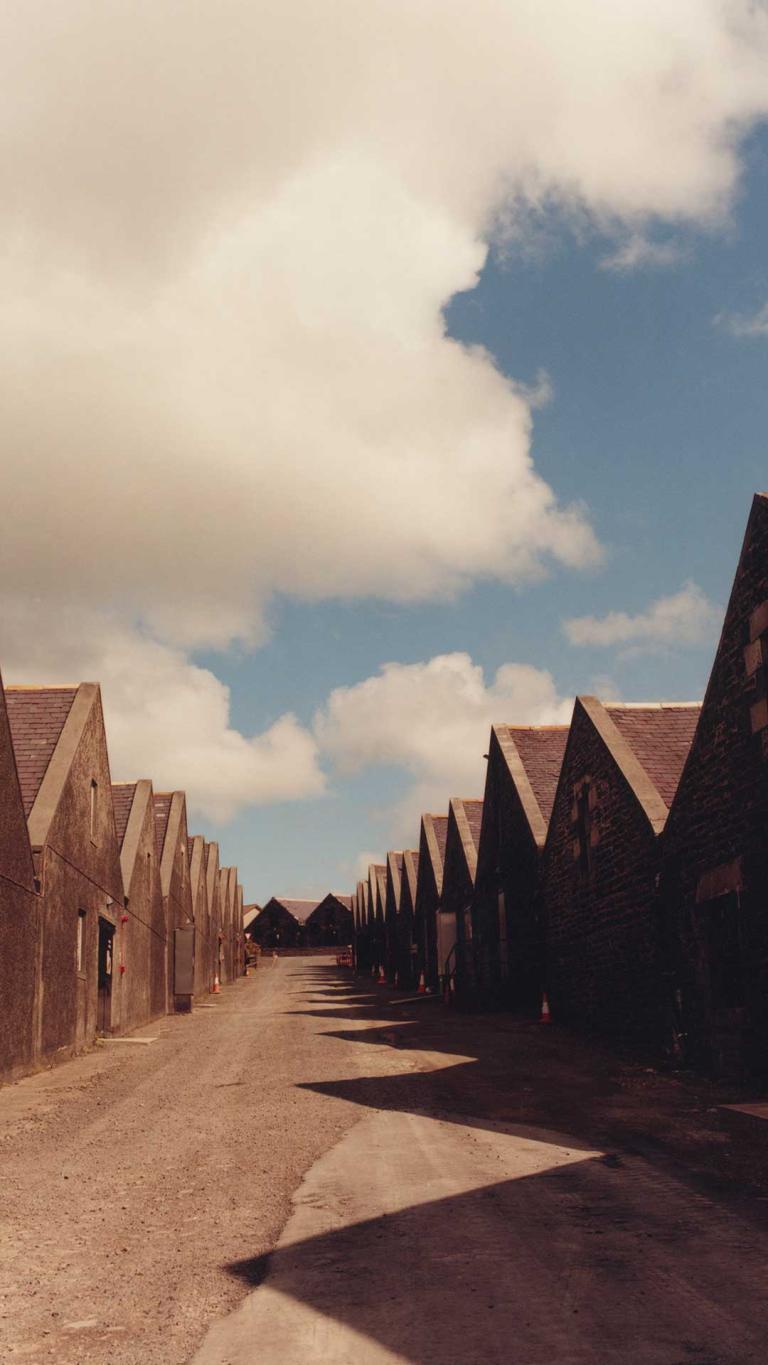
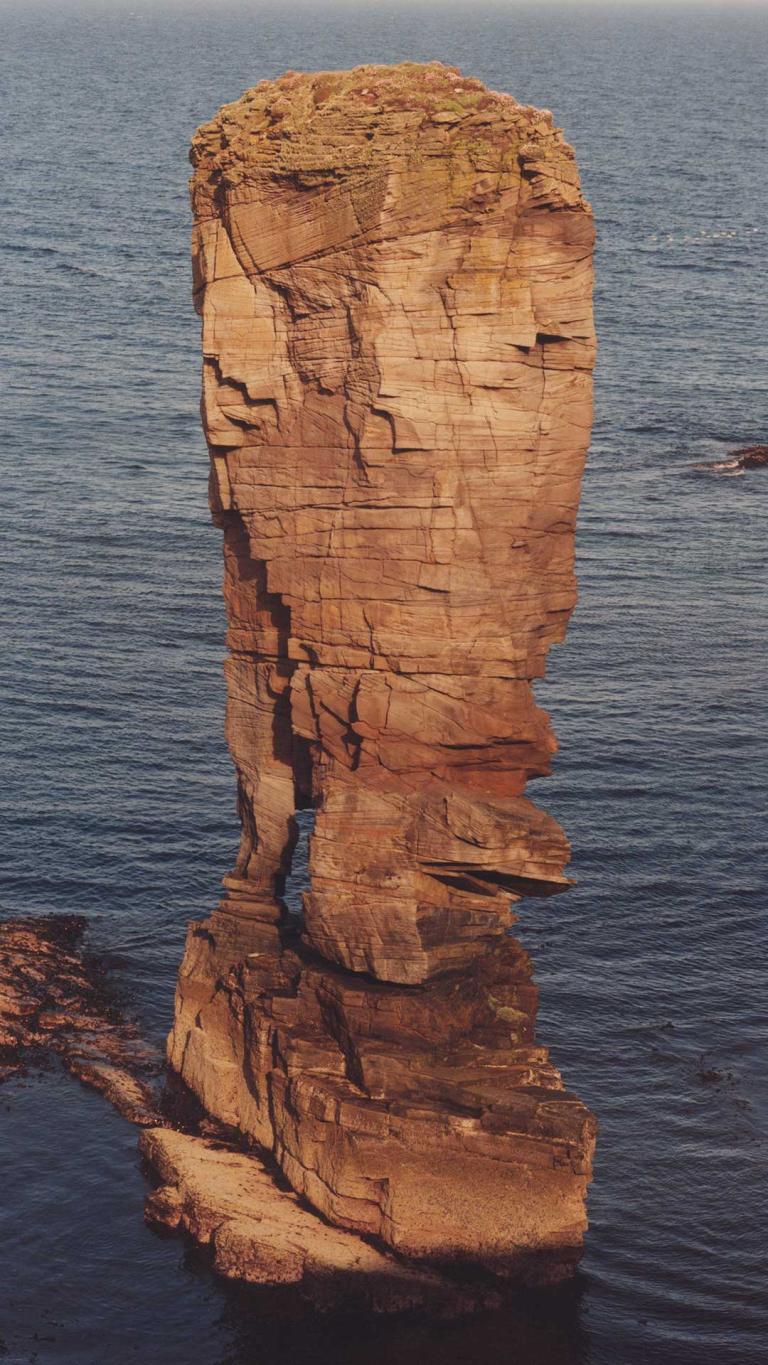
Far from the mainland, far from the mainstream
Orkney has always been a world apart. Sitting in the North Sea, at roughly the same latitude as the southern tip of Greenland, it’s a place defined not just by its awesome natural beauty, but also the creative, resourceful spirit of the people who live there. At Highland Park, everything we do stems from this unique environment and community—which inspires us, every day, to follow our own path, both in whisky and in life.
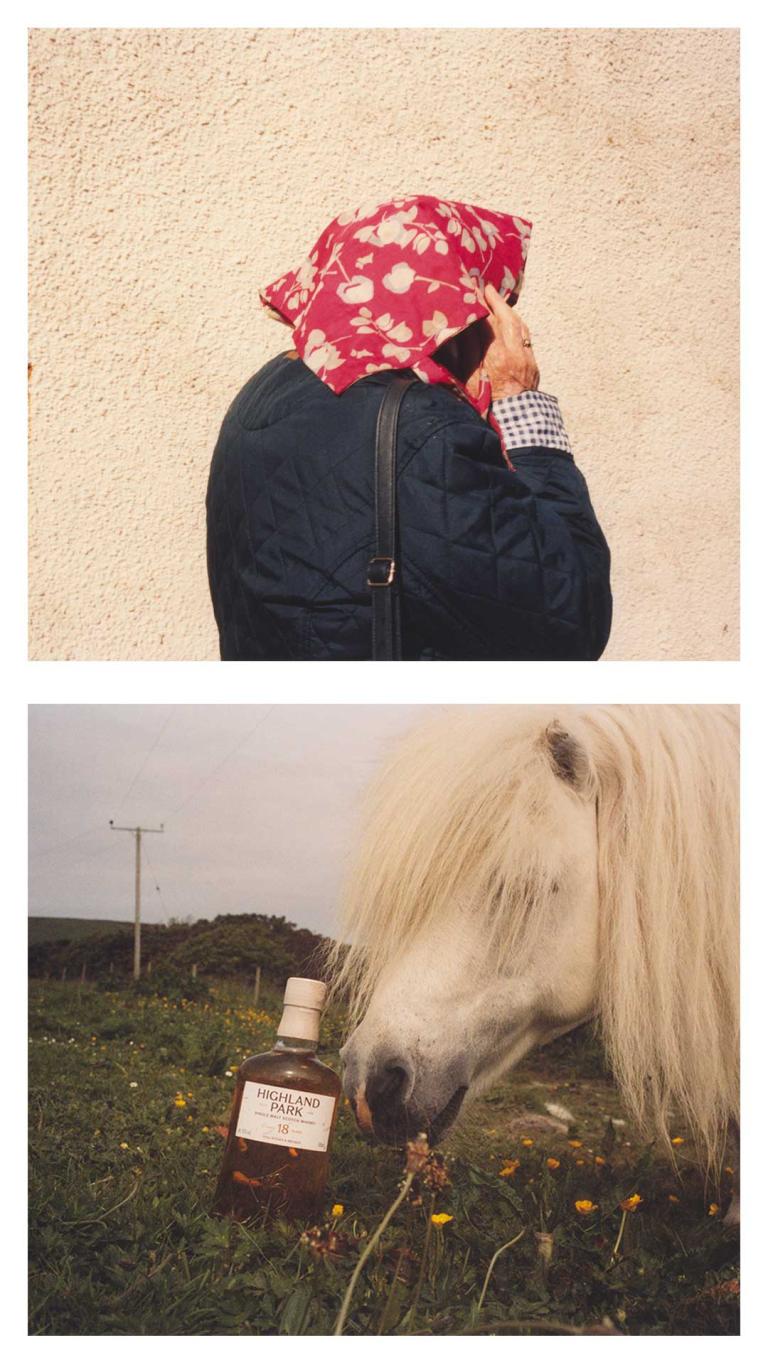
It's all about the heather
When you come to Orkney, the first thing you’ll notice is the wind, which is, let’s say, rather bracing. In fact, it’s so strong that trees find it difficult to grow here—instead, every summer, the landscape becomes dotted with heather. On Hobbister moor, where we sustainably source the peat for our whisky, the heather has been growing for millennia, imparting its own, aromatic character to the peat itself. Highland Park is the only distillery in the world to use this Orkney heathered peat, and you can taste it in every bottle—as a subtle hint of smoke that delicately offsets, but never overwhelms the complex flavours of our whisky.


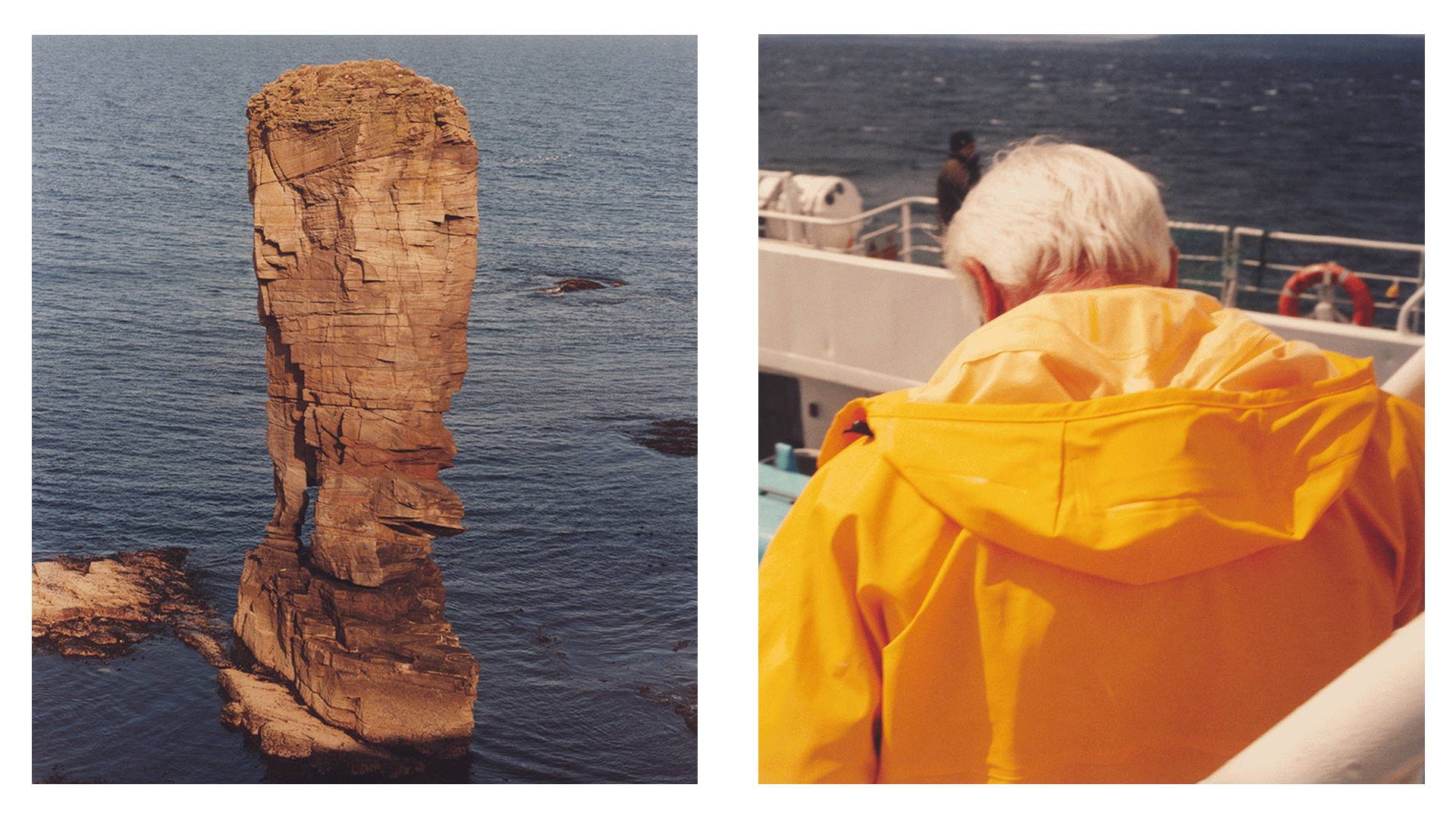
Meet the locals
Orkney’s remote location and natural beauty have, over the years, tended to attract a certain type of person: creative, resourceful and unafraid of living a less conventional kind of life. The result is a community you won’t find anywhere else in the world, with a character that’s unfailingly adventurous but always unpretentious. Being part of this community—and working alongside it—is something that inspires us every day.

Our casks
We’re always careful to use casks of only the finest quality. After all, our casks account for 60% of the flavour, and 100% of the colour of our whisky. The subtle wood grain on our new outer packaging highlights our dedication to sherry-seasoned oak casks, and our appreciation for the flavours they impart on our whisky.




